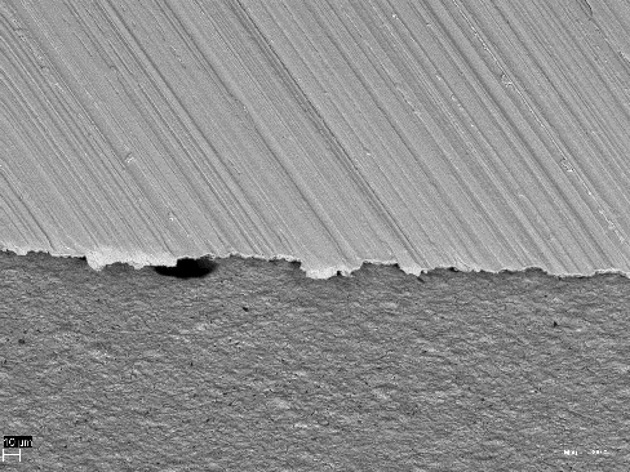

The preparation of cutting edges by brushing
For a defined preparation of cutting edges of punches and dies, brushing and polishing technology is recognised as a cost-effective and reliable process. This technology not only produces defined cutting edge radii in the range of 0.01 mm, but also polishes the cutting edge surfaces. Positive effects are better cutting data of the prepared tool and a significant increase in tool life. For tools, the tool life is the number of workpieces that can be machined with one tool without it having to be reworked (e.g. reground) or replaced. It significantly influences the required maintenance intervals during the lifetime of a tool and reduces the maintenance costs of a production lot. The burr produced on the cut part is influenced by the radius of the cutting edge on the punch and die. The permissible burr height or width therefore determines the time of maintenance and thus the end of the tool life. Targeted and reliable cutting edge preparation with brushes increases the tool life by 30…300%.

Recommendation for cutting edge preparation on the cutting elements for punching and precision cutting as a function of the part thickness:
| Thickness of sheet steel part | Edge radius of punch, brushed | Chamfered die, brushed |
| Thickness < 2 mm | R 0.01-0.02 | 0.2 x 45° |
| Thickness 2 bis 4 mm | R 0.035 | 0.3 x 45° |
| Thickness 4 bis 6 mm | R 0.05 | 0.5 x 45° |
| Thickness > 6 mm | R 0.06 - 0.10 | 0.6 x 45° |