

Deburring - Brush, Deburring and Polishing Technology Process
In this process, a brush coated with an abrasive or made of filaments containing embedded abrasive grains is guided over the sharp cutting edges of the tool. This results in a controlled edge rounding. Using the brush-polishing process, radii from as small as 5 µm up to approximately 200 µm can be produced reproducibly.
Brush rounding does not generate any secondary burrs. Brushing is also used to prepare cutting tools for coating. Such a fine edge rounding ensures maximum adhesion of the coating at this critical area and prevents chipping or flaking.
The edge rounding can be reproduced reliably through the adjustable parameters of the brushing process. Additional benefits include consistent tool life performance, consistent part quality, uniform cutting edge preparation, increased cutting edge stability, and reduced stress at the cutting edge.
The sliding motion of the brush along the edge generates a controlled edge rounding
Consistent and reproducible edge honing can only be achieved using a clearly defined and controlled process.

The sliding motion of the brush along the edge generates a controlled edge rounding
Parameters Influencing the Size of the Edge Radius
The size of the edge rounding is influenced by the following parameters: brush rotational speed, brushing time, infeed depth, bristle type, bristle density, and polishing compound.
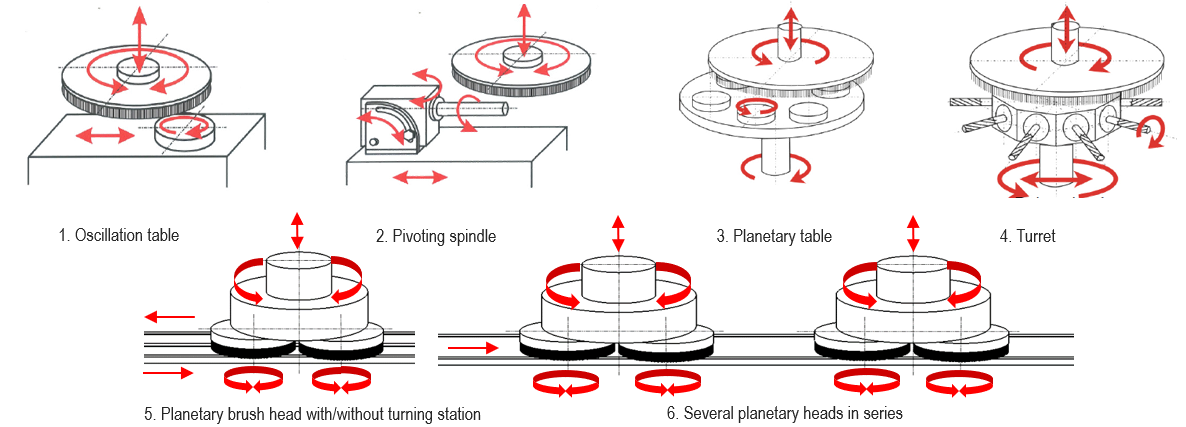
The shape of the rounding is determined by the infeed depth, the angle between brush direction and edge, brush speed, brushing time, and bristle type.
Reproducibility of Edge Honing
Using the same brush, identical machine settings, and the same polishing compound will always produce identical results on identical tools. This ensures a high level of reproducibility.
Quality Improvement Through Process-Reliable Deburring
The burr created during cutting negatively affects dimensional accuracy, assembly, and the functional performance of stamped parts. Common industrial methods for burr removal include:
• Brush deburring
• Electrochemical deburring
• High-pressure water jet deburring
• Mechanical deburring (deburring milling)
• Vibratory finishing / tumbling
• Thermal deburring
Brush deburring allows a brush - either coated with an abrasive compound or consisting of bristles with integrated abrasive grains - to glide over the stamped part. During the process, burrs are removed, edges are rounded, and the surface is smoothed without significantly affecting the material thickness.
As a result, the surface is polished, surface roughness is reduced, and the visual appearance is improved - without any impact on the dimensions of the stamped part. No secondary burrs are formed.
A key advantage of this process is the defined and process-reliable burr removal, as the machine parameters can be precisely adapted to the component geometry and material. The smallest achievable edge radius corresponds to the burr root width.

Brush Deburring of Stamped Parts
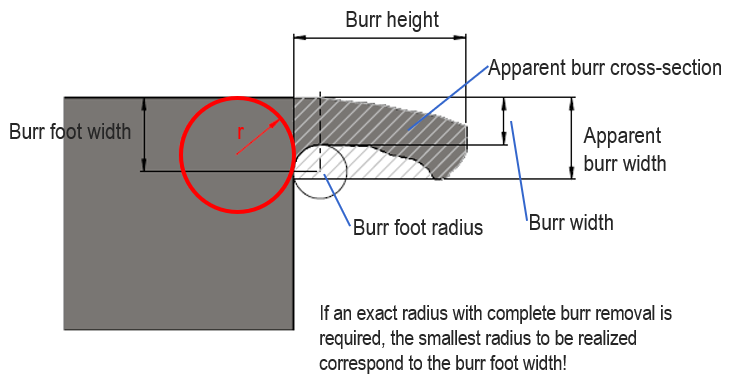
Definition of the burr contour on the stamped part; the smallest achievable edge radius corresponds to the burr root width
The stamped parts are processed using aligned 360° brushes to ensure complete burr removal and additionally receive uniform edge rounding and a consistent polished finish.